 English
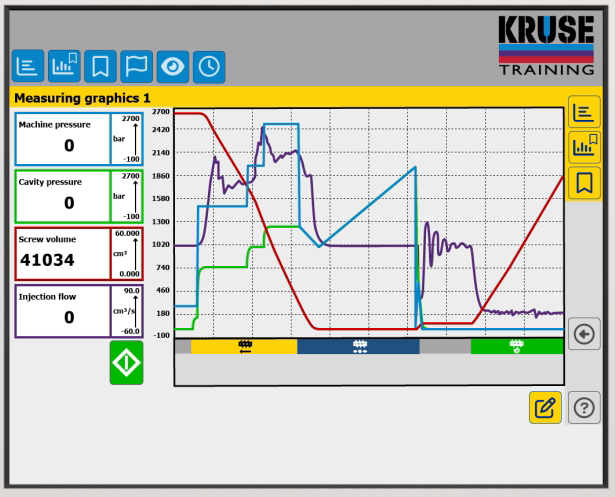
EnglishEvaluating and understanding fill speed profiles is an essential aspect of injection molding.
Polymer materials can flow by heating them to their melting range. Every polymer has a melt and mold temperature range; within that range, the polymers flow and can be injected into a mold.
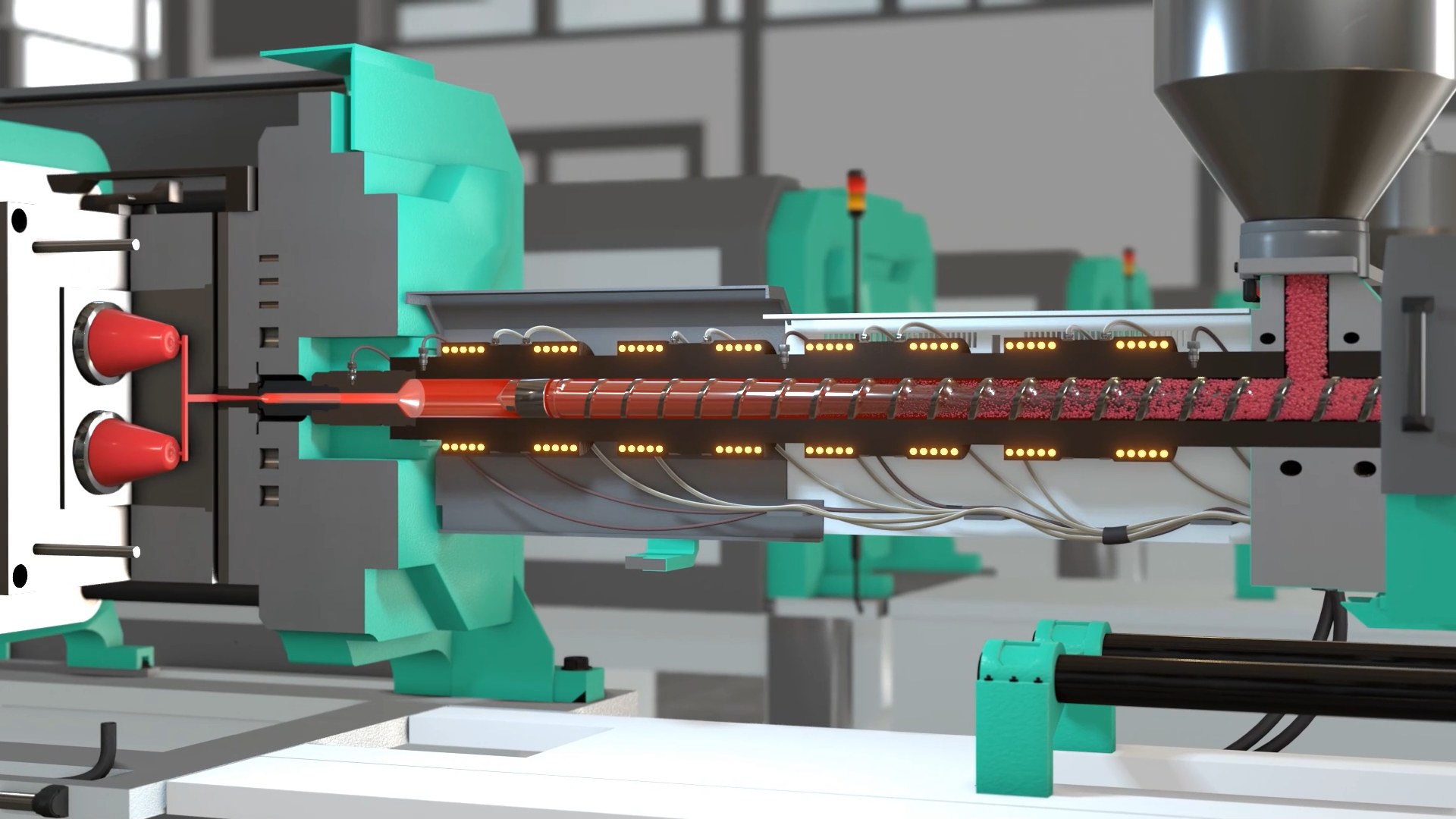
The molten polymer is injected into the mold by moving the screw of the molding machine forward. The screw acts as a plunger, pushing the molten material into the cavity. The injection pressure must overcome the material’s resistance to flow and the resistance to fill through the machine nozzle, nozzle tip, runner’s gates, and cavity. The required pressure can vary during the fill process but generally increases as the mold cavity is filled.
Generally, a lower melt and mold temperature will result in a narrower molten flow path and the higher the required injection pressure. Conversely, the higher the melt and mold temperature will result in a wider molten flow path, the lower the injection pressure needed.
The goal is to achieve uniform temperature and pressure distribution throughout the cavity. A fill speed profile can produce a uniform temperature distribution inside the mold cavity. https://krusetraining.com/lesson/fill-speed-profiles/ When this is achieved, packing, cooling, shrinkage, and warpage behaviors can be optimized.
Molding a high-quality part starts with evaluating the best possible fill speed profile.