 English
EnglishGate seal time is an important aspect of the packing phase that needs to be understood to produce high quality molded parts. Setting proper gate seal time plays a key role in packing parts. Properly packed parts will have even internal polymer molecular structure, fewer volumetric shrinkage differences, optimized part dimensions, and fewer sink marks and voids.
Some factors that determine gate seal time include:
- Wall thickness of the part at the gate position,
- Gate type and size
- Melt and mold temperatures of the molding process
Although ideal packing behavior inside a mold is achieved by placing the gate at the thickest wall section of the part and the part wall thickness is designed so that the part cools just before the gate and runner, this is not always feasible.
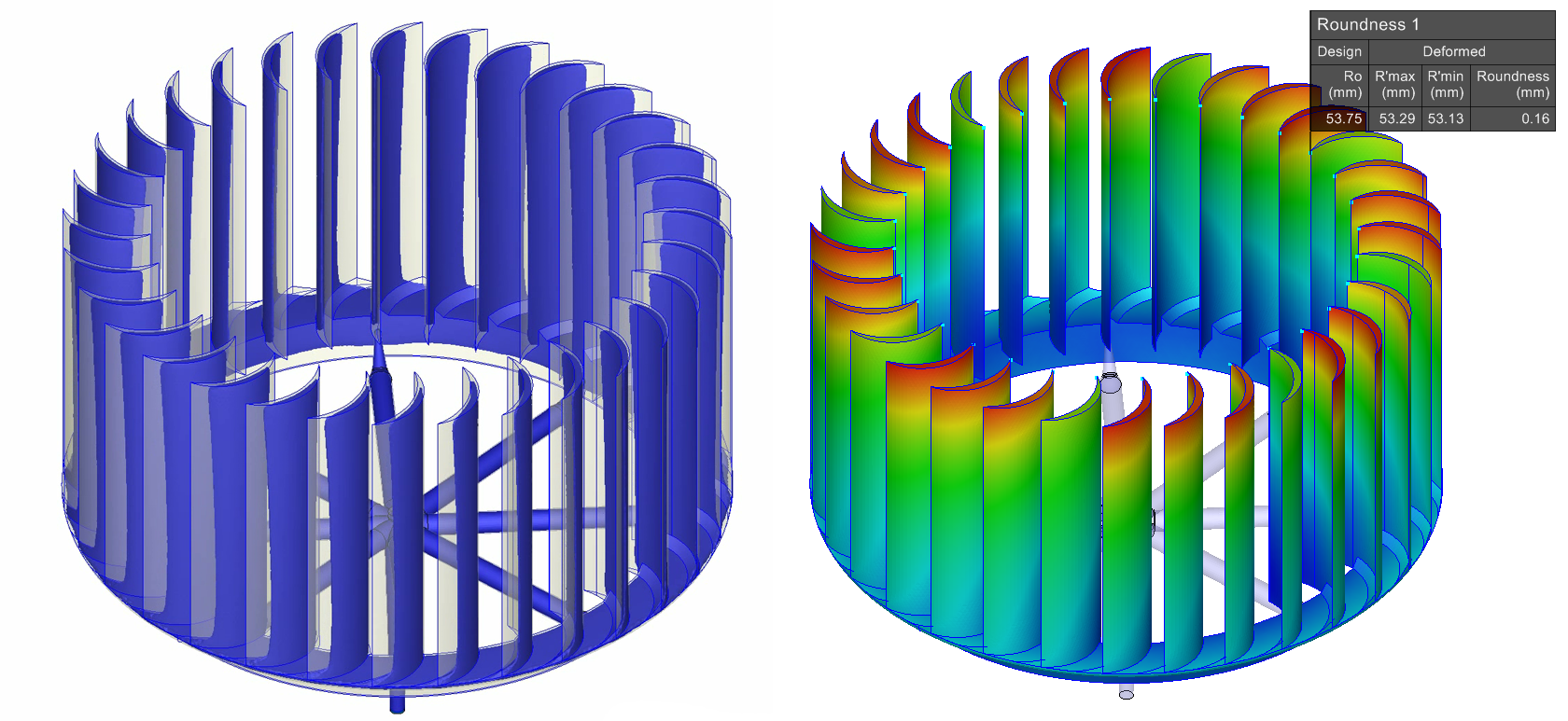
In this animated example, you can see how the polymer material cools and the gates stay open until the majority of the part is frozen. This is an ideal situation — the molten material inside the mold can be packed as long as the gate is open and until it seals (closes off or freezes.) The ability to pack the part until the gate freezes influences on the roundness of the vanes, as shown here:
Determining ideal gate type, size, and location allows a processor to optimize the packing phase and control shrinkage behavior, thereby improving part dimensions, reducing molded-in stress, and minimizing sink marks and voids.
Generally, pack time should be set longer than the calculated gate seal time to allow for natural process variations. This does not actually increase cycle time because additional pack time can be offset by lowering the remaining cooling time. Remember, during packing the part is cooling so packing time IS cooling time.
The full Kruse Training PROCESSING/ Packing and Cooling Phase / Gate Seal Time lesson is available with a subscription. Subscribe today to learn more!