 English
EnglishGate placement is an important aspect of mold design to achieve optimal part quality. Let’s look at some advantages and disadvantages to using pin-point (pinpoint) gates in mold design. Because gate placement options are often limited by design restrictions and other part-related constraints, understanding and utilizing industry best-practices can be helpful in achieving the desired results.
For a pin-point gate system to function properly, the gate size and design must allow for a clean break at the cavity. Generally, a pin-point gate is between 30-50% of the nominal wall thickness of a part but will also depend on the polymer material used for molding.
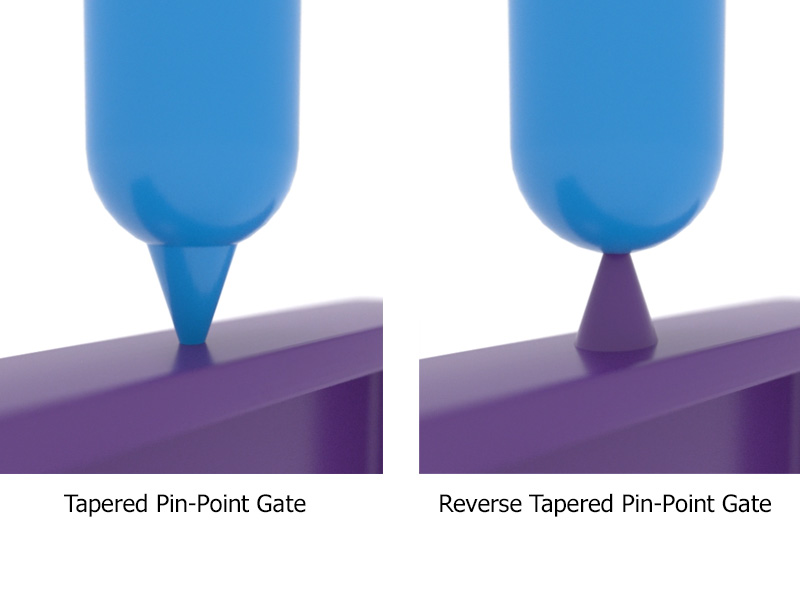
Pin-point gates can have a positive or reverse taper design.
 Advantages of using pin-point gates:
Advantages of using pin-point gates:
- Simple design which reduces mold construction costs
- Flexible gate placement options for proper molding
- Less complex mold set-up and processing
- Cold runner systems allow for faster color changes than hot runner systems
- Small gate vestige
Disadvantages of using pin-point gates:
- Using cold runners creates more material waste
- Cold runners may hang up, or get stuck, inside the mold while de-molding
- Cold runners have more moving mold components that may require preventative maintenance against wear and tear
- Because of the long mold open stroke, more machine daylight is required
- Longer mold opening stroke results in longer cycle times
Finding the optimal balance between gate and runner size and overall molding behavior is an important factor in achieving a reasonable cycle time, proper mold functionality, and producing high quality molded parts.