 English
EnglishTwo common and related injection molding defects, sink marks and voids, are the result of excessive polymer material shrinkage. Because it is essential to produce high quality parts free of molding defects, understanding the causes in order to reduce or eliminate sink marks in molded parts can be very helpful. Let’s review some basics.
A sink mark is a surface depression that generally occurs in thicker wall sections of molded parts. Sinks can also appear above ribs, bosses, and other part design features. A void is an internal bubble inside the part and can be visible in opaque and clear uncolored materials.
Sinks develop during the cooling phase both inside and outside the mold when the frozen skin section of a molded part is not strong or stiff enough and is drawn inward. This is a post-molding shrinkage behavior due to strong thermal contraction forces.
Voids form when the frozen skin section is so stiff and strong that thermal contraction forces cause micro-porosity, causing the material to literally pull itself apart. This action forms a vacuum void.
Sink marks and voids can be caused by various aspects of molding. Machine-related issues, polymer material factors, part and mold design-related challenges, and process set-up issues can all affect sink mark and void formation.
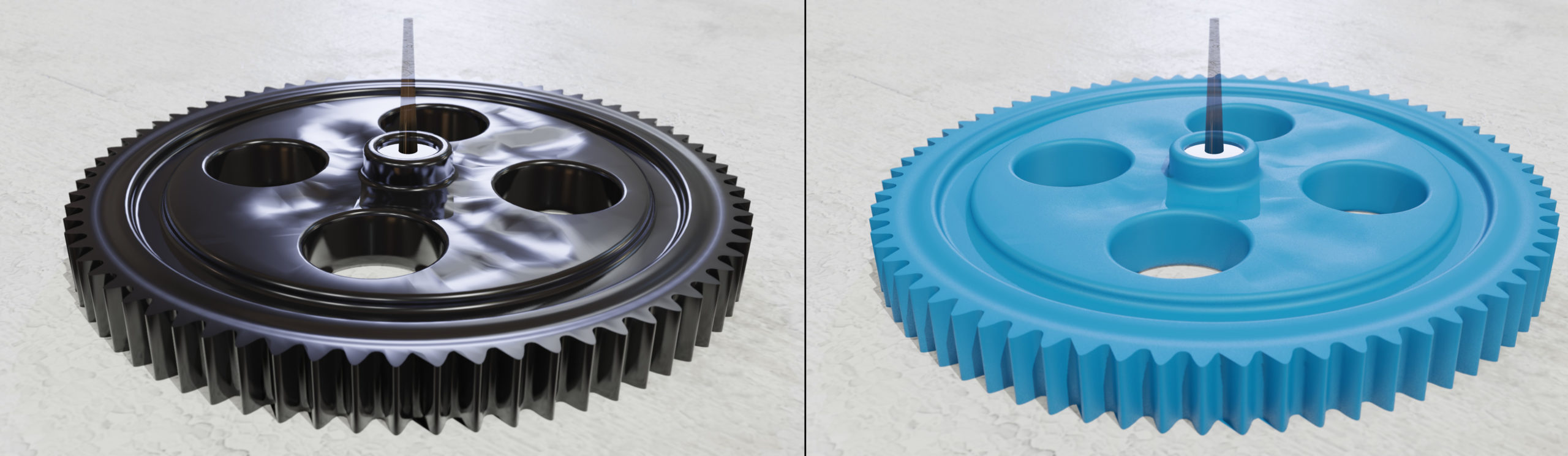
Watch this video showing how sink marks can form on a simple gear part. Here is an example of sink marks shown on three version of the same part:
All new part designs should be evaluated to reduce or eliminate the risk of sinks and voids. Uniform wall thickness, proper gate location, and an optimized process are all important in minimizing the likelihood of sinks and voids. Good design processes, virtual CAE simulations, and proper training tools can be used to address molding defects prior to finalizing part and mold designs.
The full Kruse Training Molding Defects: Sink Marks and Voids, Part 1 lesson is available with a subscription. Subscribe today to learn more!