In the last decade, the plastics injection molding industry has become more complex and part and mold designs more complicated. Engineering teams are now expected to understand feature-integrated and intricate part designs that require more complex tooling and molding processes. To avoid costly mistakes and tool re-work, engineers must evaluate and optimize each step in the design process.
This focused approach requires engineers to understand many aspects of a molding design’s to-market timeline. More complex designs require a thorough and focused data-driven approach – sometimes contradictory to previously tried-and-true methods.
Engineering teams should generally consist of part designers, mold designers, material experts, and processing experts. This entire group of professionals should be involved in the data-driven Design for Manufacturing Practices (DFM) process.
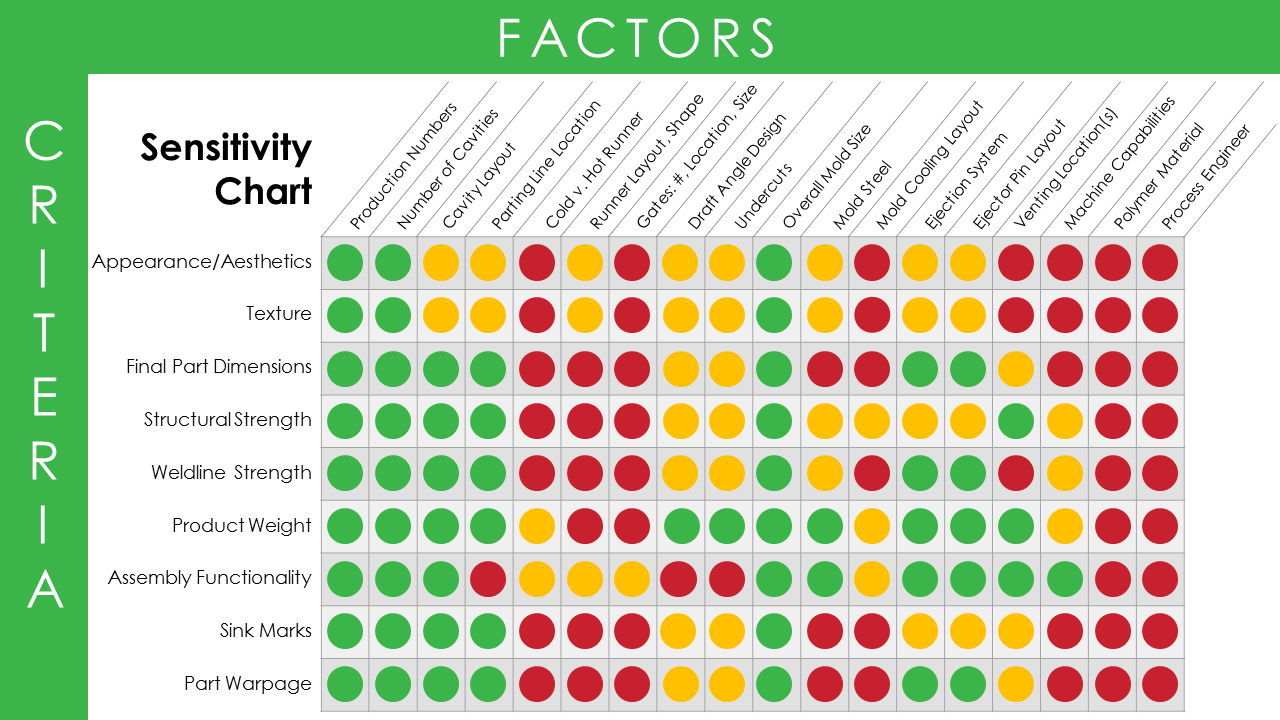
Developing a DFM for a molded part starts with a list of quality criteria, including appearance, structural strength requirements, dimensional tolerances, and assembly functionality. Next, a list of factors that can influence the quality criteria is created. These may include overall production number, cavity layout and mold size, tool steel selection, runner layout and sizes, number of gates, and gate type and sizes.
Next, a matrix is developed comparing the quality criteria with the possible influencing factors. The matrix, known as a DFM Sensitivity Chart, is used to prioritize the criteria and corresponding influencing factors for a new molded part.
Each member of the engineering team should fill in a blank sensitivity chart based on their individual expertise. In this example, green markers are placed in the fields where factors have very little influence on part quality, yellow markers have medium impact, and red markers have a high impact on the final molded part. The resulting sensitivity charts will vary due to each member’s differing expertise in the engineering tasks.
The next step is crucial: combining the charts into one agreed-upon final matrix that can serve as road-map for future data-driven decisions.
This process of developing and settling on a final DFM sensitivity chart requires building synergistic engineering teams of cross-trained professionals. Training has become an important step in achieving this goal and a focused learning system for each team member is imperative.
The “Circle of Knowledge” online training tool was developed for this purpose.
Simply put, the “Circle of Knowledge” is a way for part designers, mold designers, and process engineers to better understand the work of the others. With an improved awareness of each role, the engineering team can make effective big-picture, data-driven design decisions. Of course, part designers will not become molding experts, and molders will not become design experts, but even a slightly improved understanding of others’ expertise will result in improved workflow and productivity.
Here is a common scenario where the “Circle of Knowledge” would be applicable: a part was designed, the mold was built, and then when the molder began to work the process, it is discovered that the mold can only be optimized in a narrow window, which is too small. The part and mold would each need to be reworked to address the issue. This inefficient and expensive problem could be avoided if each team member had a better understanding of the challenges and processes of their colleagues.
Torsten Kruse developed the “Circle of Knowledge” because he had been using simulation technology at Kruse Analysis to show part and mold designer “cause and effect.” Using this strategy, he could recommend changes to optimize part and mold design, giving the molder a robust and wide process window. This first-hand experience in how collaboration and interaction between these three specialties created a more successful outcome inspired him to share his knowledge with the industry.
Kruse Training stands out from other training programs through its multimedia format to engage the student in the learning process. The lessons are short enough to hold a learner’s attention, yet thorough. The lessons contain simulations and real parts to reinforce the learning outcome and the students’ overall understanding of interactions within a real-life molding environment.
Because of the program’s multi-level approach, Kruse Training is a valuable tool for a wide array of professionals, from entry-level to experienced engineers. Kruse is designed for part designers, mold makers, and molders – basically everyone in the injection molding industry.
Kruse expects his customer to include both large companies that will invest in training for their engineers, as well and individuals and companies interesting in continuing education. With the launch of the program in Spanish, Portuguese, and Mandarin, Kruse will appeal to an international audience.
Some of the topics covered by Kruse Training include: part design, mold design, polymer materials, processing, and special molding techniques (e.g. silicon LSR molding, rubber molding, thermoset, MIM/PIP, MuCell, over-molding, insert molding, two-shot, gas assist, co-injection, chemical foaming, injection compression, etc.).